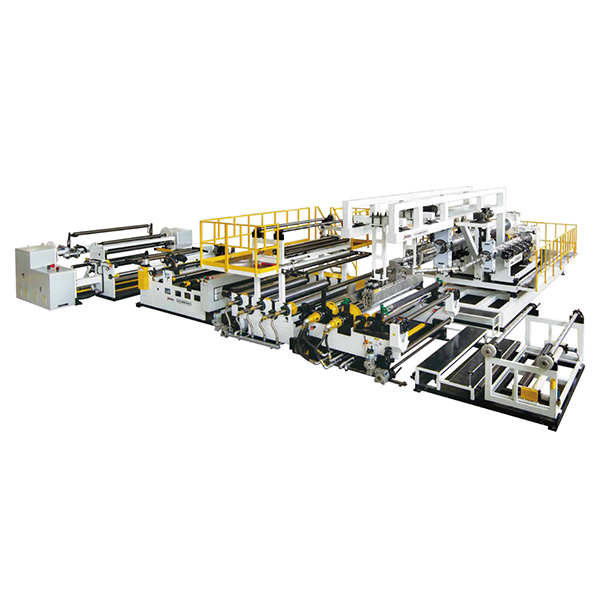


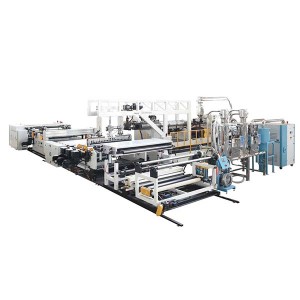
TPU korkean matalan lämpötilan / erittäin elastinen kalvon koekstruusiolinja
Tuotantolinjan ominaisuudet
TPU-raaka-aineita, joilla on eri lämpötila- ja kovuusalueet, suulakepuristetaan kahdella tai kolmella ekstruuderilla kerralla. Perinteiseen komposiittiprosessiin verrattuna korkean lämpötilan ja matalan lämpötilan ohutkalvojen yhdistäminen offline-tilassa on taloudellisempaa, ympäristöystävällisempää ja tehokkaampaa.

Tärkeimmät tekniset tiedot
|
Malli |
Tuotteen leveys |
Tuotteen paksuus |
Kapasiteetti |
|
JWS90+JWS100 |
1000-2000mm |
0,02-0,5mm |
200-250kg/h |
|
JWS90+JWS90+JWS90 |
1000-2000mm |
0,02-0,5mm |
200-300kg/h |
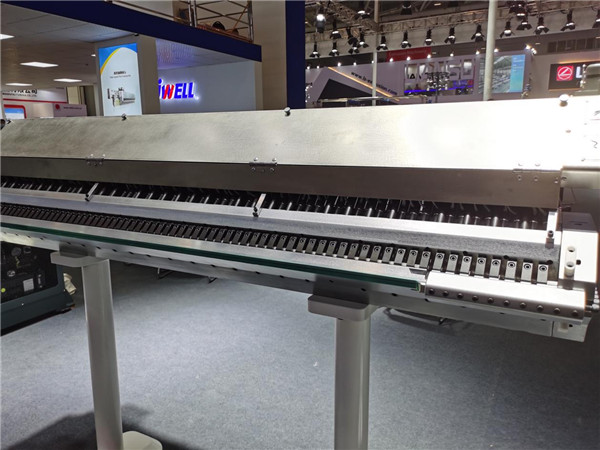
Muotti (muotti)ottaa käyttöön V-muotoisen vesipisaratyyppisen virtauskanavan, jossa on shunttitekniikka ja erityinen kolmion stabilointirakenne. Komposiittikerroksen muodostamiseen ja suulakepuristusprosessin tarkkuuden parantamiseen M- ja W-muotoisten virtauskuvioiden poistamiseksi tehokkaasti. Ylämuotin huuli käyttää push-off-tyyppistä manuaalista hienosäätöä + automaattinen hienosäätö yksiosainen suutinhuuli, manuaalinen säätöalue on ±1 mm, automaattinen säätöalue ±300 um; Automaattisista muottihuulen säätöosista käytämme tällä hetkellä erittäin kehittynyttä täysin suljetun silmukan ohjausjärjestelmää ja automaattinen mittausjärjestelmä tekee tuotteen paksuudesta ± 2% tarkasti, online-paksuusmittari on automaattinen jatkuva skannauksen havaitseminen usein, voi näyttää erittäin reaaliaikainen tarkka tuotteiden paksuustoleranssi. Tietojen käsittelyn tietokoneohjelman avulla, palautteen avulla erityiseen suuttimen huulen säätöpultin lämpölaajenemiseen ja suuttimen huulen paksuuden avaamiseen automaattista hienosäätöä, nopeaa ja tehokasta tuotteen paksuuden tarkkaa säätöä varten. Ja meillä on hyvä muottipään skaalautuvuus asiakkaiden tarpeiden mukaan, ja se on sovitettu eri "sisäpuolisen estotyypin leveyden säätölaitteen" tai "ulomman estotyypin leveyden säätölaitteen" kanssa, jotta voidaan paremmin tyydyttää asiakkaiden tarpeet tehokkaampaan tuotantoon.


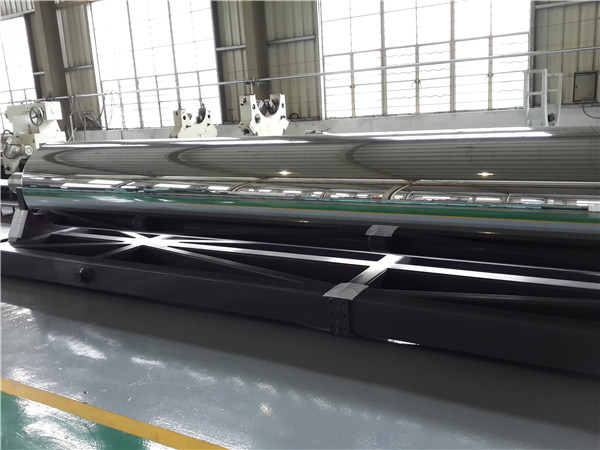
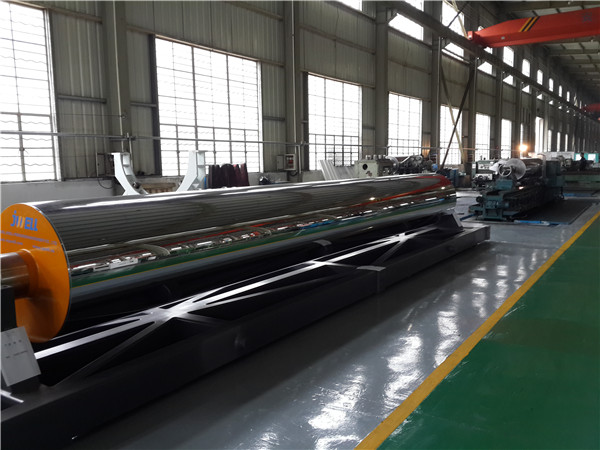
Super Mirror Roller
● Telan pinnan karheustaso voidaan saavuttaa Ra0,005-0,01 μm;
● Telan sylinterimäisyys ja samankeskisyys voidaan saavuttaa ≤0,005 mm;
● Parannettu telan jäykkyys ja minimoitu telan pinnan lämpötilapoikkeama erityinen rullarakenteen suunnittelu.
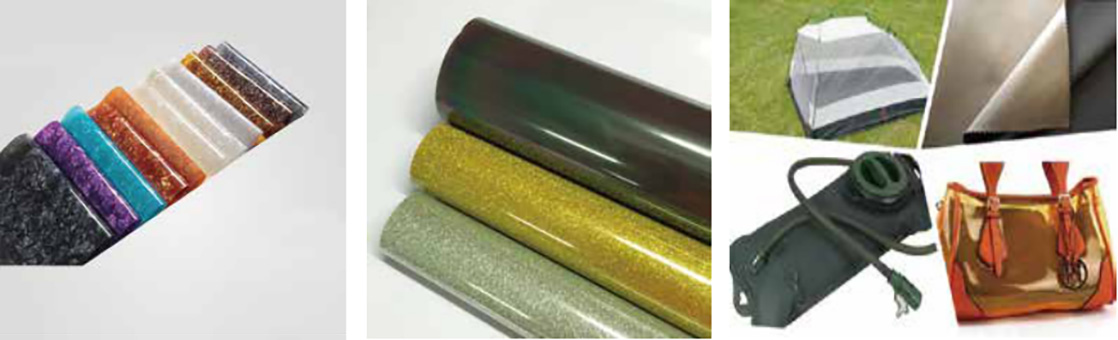
Tuoteluokat
-

TPU Casting Composite Film -ekstruusiokone
-

TPU-kalvon / kuumasulatekalvon ekstruusiokone
-
PP/PE/EVOH/PA/PLA Monikerroksinen pinnoitekalvo extr...
-

Yksikerroksinen tai monikerroksinen valukalvon ekstruusio...
-

TPU Invisible -autovaatteiden tuotantolinja
-

Yksikerroksinen tai monikerroksinen pinnoitekalvo ekstruusio...





